一站式精密五金行业解决方案的现代化工厂
为客户提供优良的产品、优质的服务、优惠的价格
服务热线:
13509228970
一站式精密五金行业解决方案的现代化工厂
为客户提供优良的产品、优质的服务、优惠的价格
服务热线:
13509228970

联系人:袁先生
手机:13509228970
电话:0769-22171681
传真:0769-22272116
邮箱:yongshengspring@163.com
网址:www.jengsen.com
地址:广东省东莞市茶山镇南社工业区

精密弹簧有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等。精密弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中, 会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动 零件等必须将毛刺去除。

过热倾向较大的弹簧材料,如:65Mn、SiMn系弹簧钢,异形弹簧从汽车引擎、大型冲压机到主要家用电器、草坪割草机,从医疗设备、手机到精密仪器,压簧有着极为宽广的应用范围。在购买压力弹簧前,一定要确定你需要的压簧所用的行业、工况条件,因为这直接关系到弹簧材料的选取。压簧的簧圈方向就像螺丝的螺纹,可以是左旋向,也可以是右旋向。在应用时加热温度不宜取太高,以免过热在保证淬透的情况下尽量使用冷却性能缓和的介质淬火后要及时回火,油淬火弹簧一般也应在8h内回火完毕弹簧过热后可以通过细化晶粒的退火予以补救,假如温度太高,以致奥氏体晶界局部已产生熔化,
3)回火淬火后回火可进行两次。先进行矫正回火,矫正回火温度一般应低于最终回火温度20℃左右,保温10~15min,出炉空冷。然后进行最终回火,在弹簧尺寸矫正后,将弹簧装在回火定型夹具上进行最终回火。回火定型夹具应保证弹簧的螺距和自由长度符合要求。回火温度为420℃±10℃,保温30~35min,出炉水冷。4)抛丸处理为提高弹簧的疲劳强度需进行抛丸处理。弹丸直径Φ0.3~0.5mm。采用压缩空气喷射时,压缩空气压力为0.4~0.5MPa;用离心机抛丸,弹丸的线速度为70m/s。经抛丸处理的压缩弹簧使用寿命能提高一倍以上。

弹簧表面处理大多是电镀、弹簧镀锌、弹簧镀镍等,哪家好精密弹簧加工经常受到电镀人的电镀订单,弹簧挂镀辊电镀,所以电镀人员在弹簧加工过程中需要注意的是什么事,今天,介绍一下弹簧加工过程中的要点。1、支撑环可根据产品要求采用冷热结合方式。弹簧不允许通过热合并加热火花或白化,硅锰钢的温度不得高于850℃。支承环应与有效环有效接触,其间隙不应超过环间名义间隙的10%。2、珠海哪家好精密弹簧加工没有支承环的弹簧和直径较小的弹簧不应焊接在弹簧头上,但一端电缆不应明显松动,应消除毛刺。对于带焊接头的多股弹簧,焊接部分的长度应小于电缆直径的3倍(不超过10 mm)。加热长度应小于1圈,焊接后焊接位置应打磨平整,焊接位置应在焊接时局部低温退火。

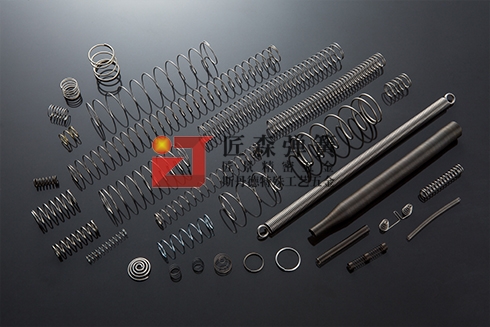
弹簧是这种机械零件在使用时所使用的伸长性进行加工。韧性原料制成的零件在外力作用下变形,消除外力后恢复正常。它也被称为“弹簧”。它通常是用工具钢做的。弹性黄变的类型多种多样,且复杂。根据模型,重点介绍了压缩弹簧、涡卷弹性变黄、板簧、异形弹性变黄等。虽然弹簧制造业在所有加工业中都是一个小型制造业,但其作用不可低估。为了加快我国工业生产加工和汽车工业的发展趋势,弹性黄色制造业作为第四基本零部件,必须有超早期的发展趋势,并能够融入我国工业生产的快速发展趋势。另一方面,企业规模的扩大和质量水平的提高,对于工业设备的升级和配套设施及服务器特性的改善都是必不可少的。

如何提升弹簧的质量呢,大家都知道弹簧质量的好坏将有一定的影响,那么给你分享下弹簧质量应该如何来提高。1、如何优化拉拔工艺,设备卷筒数在一定条件之下,这时要保持总压缩率的不变,适当的减小部分压缩率,适当的增加拉拔次数,特别是减小1道地部分压缩率,可以改变钢丝内部应力分布的状态,使抗拉强度不断的下降,塑性指标在上升,产品合格率会大大的提高。2、拉拔过程中,弹簧钢 丝以及拉丝模之间的滑动摩擦,可能会导致模孔中的钢丝变形不均匀,而且会产生大量的热能,增加能耗量,这时需要使用拉丝粉要干燥和流动性好,同时拉拔过中 还需要经常的搅拌,这样可以防止拉丝粉结焦。


