一站式精密五金行业解决方案的现代化工厂
为客户提供优良的产品、优质的服务、优惠的价格
服务热线:
13509228970
一站式精密五金行业解决方案的现代化工厂
为客户提供优良的产品、优质的服务、优惠的价格
服务热线:
13509228970

联系人:袁先生
手机:13509228970
电话:0769-22171681
传真:0769-22272116
邮箱:yongshengspring@163.com
网址:www.jengsen.com
地址:广东省东莞市茶山镇南社工业区

3)回火淬火后回火可进行两次。先进行矫正回火,矫正回火温度一般应低于最终回火温度20℃左右,保温10~15min,出炉空冷。然后进行最终回火,在弹簧尺寸矫正后,将弹簧装在回火定型夹具上进行最终回火。回火定型夹具应保证弹簧的螺距和自由长度符合要求。回火温度为420℃±10℃,保温30~35min,出炉水冷。4)抛丸处理为提高弹簧的疲劳强度需进行抛丸处理。弹丸直径Φ0.3~0.5mm。采用压缩空气喷射时,压缩空气压力为0.4~0.5MPa;用离心机抛丸,弹丸的线速度为70m/s。经抛丸处理的压缩弹簧使用寿命能提高一倍以上。
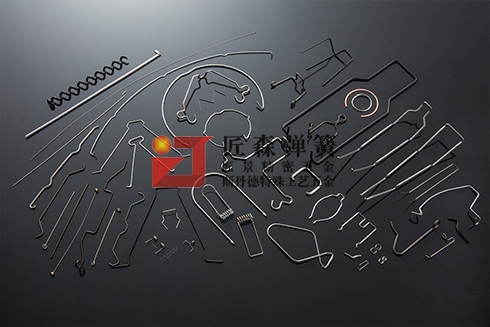
2.由于压料芯爲复杂型面故采用铸件成形后再对导向面停止机加工,形成加工面与凹模导向面滑配后存在间隙误差,在模具正常运转进程中呈现了压料芯左/右摆动。3.异形弹簧长达100毫米的成形高度,需设计公用导滑板,不能靠加工面与凹模侧壁滑配间隙导向,侧斜致摩擦力增大,自光滑效果极差,弱小的侧向力得不到无效消弭,批量消费后会招致因临时磨损而惹起导向间隙增大,提早丧失模具正常导向效果,从而会发生恶性质量事故。

主要是在高应力下的提高疲劳寿命和抗松弛性能方面;其次是根据不同的用途,要求具有耐蚀性、非磁性、导电性、耐磨性、耐热性等方面。为此,异形弹簧材料除开发了新品种外,另从严格控制化学成分,降低非金属夹杂,提高表面质量和尺寸精度等方面取得了有益的成效。(1)异形弹簧钢生产工艺的发展为了提高异形弹簧钢的质量,工业发达中国已普通采用炉外精炼技术、连铸工艺、新型轧制和在线自动检测及控制设备等。为了保证钢的化学成分,降低气体和各种非金属加夹物的含量,采用大容量电炉或转炉熔炼,采用炉外钢包精炼,使氧含量(质量分数)降至(0.0021~0.0010)%,生产出超纯净钢,从而大大提高了异形弹簧的设计和工作应力。连铸生产工艺在异形弹簧钢生产中已被采用。连铸可通过电磁搅拌、低温铸造等技术减小钢的偏析,减小二次氧化,改善表面脱碳,使组织和性能稳定、均匀。

由于定制异形弹簧的工艺复杂,和普通的弹簧比起来,它更容易产生缺陷,那么定制异形弹簧通常有哪些缺陷呢?下面我们一起来了解一下。定制异形弹簧的缺陷:1.压料芯导向长度设计爲125毫米,实践导向长度爲100毫米,虽然在设计范围内,但存在托起局部110毫米,运动超越无效导向长9毫米,存在压料芯托起不波动,制件定位不准的弊端。

弹簧表面处理大多是电镀、弹簧镀锌、弹簧镀镍等,经常受到电镀人的电镀订单,弹簧挂镀辊电镀,所以电镀人员在弹簧加工过程中需要注意的是什么事,今天,介绍一下弹簧加工过程中的要点。1、支撑环可根据产品要求采用冷热结合方式。弹簧不允许通过热合并加热火花或白化,硅锰钢的温度不得高于850℃。支承环应与有效环有效接触,其间隙不应超过环间名义间隙的10%。2、没有支承环的弹簧和直径较小的弹簧不应焊接在弹簧头上,但一端电缆不应明显松动,应消除毛刺。对于带焊接头的多股弹簧,焊接部分的长度应小于电缆直径的3倍(不超过10 mm)。加热长度应小于1圈,焊接后焊接位置应打磨平整,焊接位置应在焊接时局部低温退火。
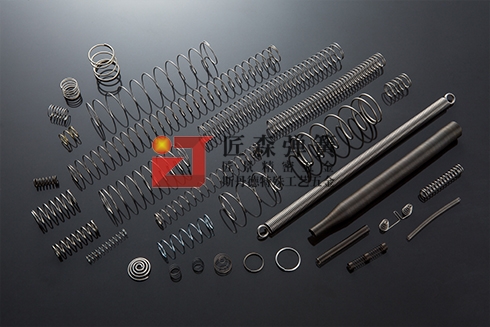
弹簧机和电子行业中广泛使用的一种弹性元件,弹簧在受载时能产生较大的弹性变形,把机械功或动能转化为变形能,揭阳精密机加工件生产厂家而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能。①万 能弹簧机中弹簧控制机械的运动,如内燃机中的阀门弹簧、离合器中的控制弹簧等。②万 能弹簧机中弹簧吸收振动和冲击能量,万 能弹簧机如汽车、火车车厢下的缓冲弹簧、联轴器中的吸振弹簧等。③万 能弹簧机中弹簧储存及输出能量作为动力,如钟表弹簧、枪械中的弹簧等。④万 能弹簧机中弹簧用作测力元件,揭阳直销精密机加工件生产厂家如测力器、弹簧秤中的弹簧等,弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。


